建筑用安全玻璃 第4部分:均质钢化玻璃 GB/T15763.4-2025
附录A(规范性) 均质处理系统及工艺
A.1 均质处理系统
A.1.1 均质炉
均质炉应采用对流方式加热。热空气流应平行于玻璃表面并通畅地流通于每片玻璃之间,且不应由于玻璃的破碎而受到阻碍。在对曲面钢化玻璃进行均质处理时,应采取措施防止由于玻璃形状的不规则而导致气流不通畅。
均质炉内空气进出口的设计应确保玻璃破碎时不会堵塞空气流通。
A.1.2 玻璃的支撑
应采用竖直方式支撑玻璃,不应用外力固定或夹紧玻璃,应使玻璃处于自由支撑状态。
竖直支撑是以与绝对竖直夹角小于 15° 的角度支撑。
玻璃之间的距离影响气流、热交换和升温时间。玻璃与玻璃不应接触,玻璃不应接触任何金属材料。
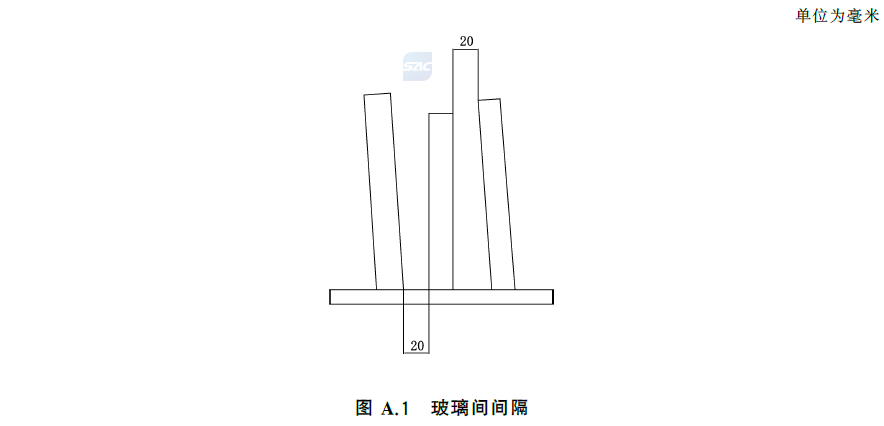
A.1.3 玻璃间隔
玻璃之间的间隔不应阻碍气流流通,间隔体不应为金属材料。
玻璃之间的间隔尺寸不应小于 20mm,如图 A.1 所示。
当玻璃尺寸差异较大,或有孔及 / 或凹槽的玻璃放在同一个装载架上时,为防止均质处理完成后打开炉门时玻璃发生破碎,玻璃间隔应加大。
 A.2 均质处理
A.2 均质处理
A.2.1 通则
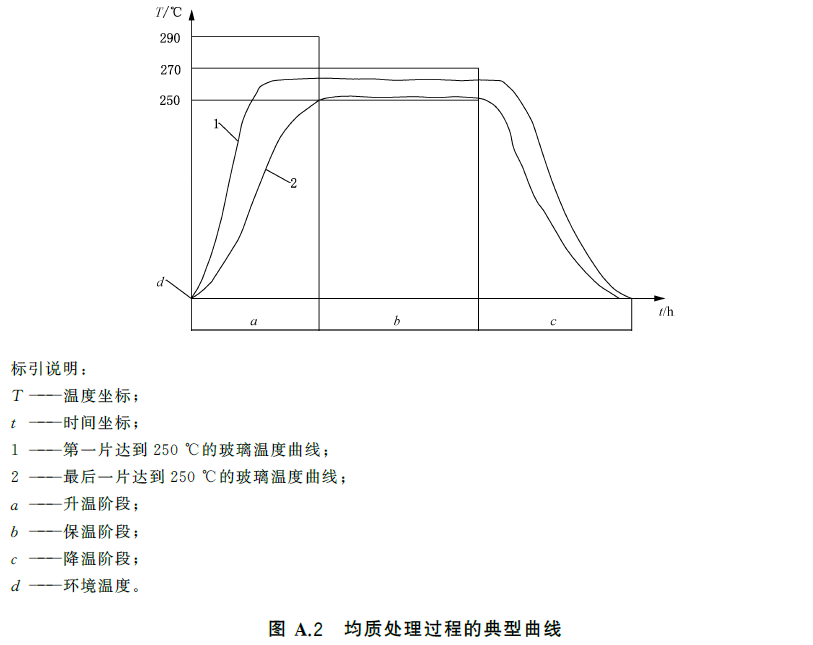
均质处理包括升温、保温及降温 3 个阶段,如图 A.2 所示。
 A.2.2 升温阶段
A.2.2 升温阶段
升温阶段开始于均质炉开始升温时,终止于最后一块玻璃表面温度达到 250 ℃的时刻。该阶段应按 B.3 规定的校准过程进行。
为了减少由于热应力而导致玻璃破碎的风险,玻璃的间隔应不小于 20 mm,升温速率不应超过 3 ℃/min。
炉内空气温度有可能超过 290℃,但玻璃表面的温度不能超过 290℃,宜尽量缩短玻璃表面温度超过 270 ℃的时间。
A.2.3 保温阶段
所有玻璃表面的温度达到 250 ℃时开始保温,保温时间应至少 2h。在整个保温阶段,应确保玻璃表面的温度保持在 260 ℃±10 ℃的范围内。
A.2.4 降温阶段
保温结束后,开始降温,根据装载量选择适宜的降温速率。当炉内温度降至 70 ℃时,降温阶段结束。
A.3 校准
玻璃间隔距离、间隔体位置、材料和形状、玻璃装载架类型和布置,生产过程中所用操作条件的校准应按附录 B 进行。
A.1.1 均质炉
均质炉应采用对流方式加热。热空气流应平行于玻璃表面并通畅地流通于每片玻璃之间,且不应由于玻璃的破碎而受到阻碍。在对曲面钢化玻璃进行均质处理时,应采取措施防止由于玻璃形状的不规则而导致气流不通畅。
均质炉内空气进出口的设计应确保玻璃破碎时不会堵塞空气流通。
A.1.2 玻璃的支撑
应采用竖直方式支撑玻璃,不应用外力固定或夹紧玻璃,应使玻璃处于自由支撑状态。
竖直支撑是以与绝对竖直夹角小于 15° 的角度支撑。
玻璃之间的距离影响气流、热交换和升温时间。玻璃与玻璃不应接触,玻璃不应接触任何金属材料。
A.1.3 玻璃间隔
玻璃之间的间隔不应阻碍气流流通,间隔体不应为金属材料。
玻璃之间的间隔尺寸不应小于 20mm,如图 A.1 所示。
当玻璃尺寸差异较大,或有孔及 / 或凹槽的玻璃放在同一个装载架上时,为防止均质处理完成后打开炉门时玻璃发生破碎,玻璃间隔应加大。
A.2.1 通则
均质处理包括升温、保温及降温 3 个阶段,如图 A.2 所示。
升温阶段开始于均质炉开始升温时,终止于最后一块玻璃表面温度达到 250 ℃的时刻。该阶段应按 B.3 规定的校准过程进行。
为了减少由于热应力而导致玻璃破碎的风险,玻璃的间隔应不小于 20 mm,升温速率不应超过 3 ℃/min。
炉内空气温度有可能超过 290℃,但玻璃表面的温度不能超过 290℃,宜尽量缩短玻璃表面温度超过 270 ℃的时间。
A.2.3 保温阶段
所有玻璃表面的温度达到 250 ℃时开始保温,保温时间应至少 2h。在整个保温阶段,应确保玻璃表面的温度保持在 260 ℃±10 ℃的范围内。
A.2.4 降温阶段
保温结束后,开始降温,根据装载量选择适宜的降温速率。当炉内温度降至 70 ℃时,降温阶段结束。
A.3 校准
玻璃间隔距离、间隔体位置、材料和形状、玻璃装载架类型和布置,生产过程中所用操作条件的校准应按附录 B 进行。
条文说明
目录
返回
上节
下节
条文说明
- 上一节:8 包装、运输和贮存
- 下一节:附录B(规范性) 均质处理系统及工艺的校准
