建筑用安全玻璃 第4部分:均质钢化玻璃 GB/T15763.4-2025
附录B(规范性) 均质处理系统及工艺的校准
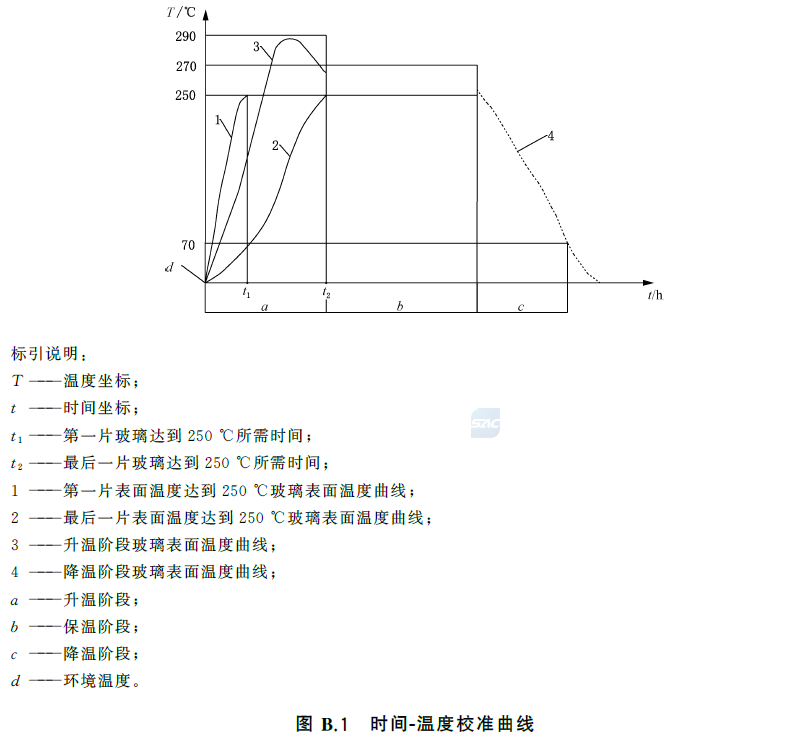
B.1 校准准则
均质处理过程及系统应在满载装载量的情况下,满足图 B.1中所示的时间-温度曲线的要求。
均质处理过程及系统应在满载装载量的情况下,满足图 B.1中所示的时间-温度曲线的要求。
B.2 均质炉的装载和玻璃表面温度测量的位置
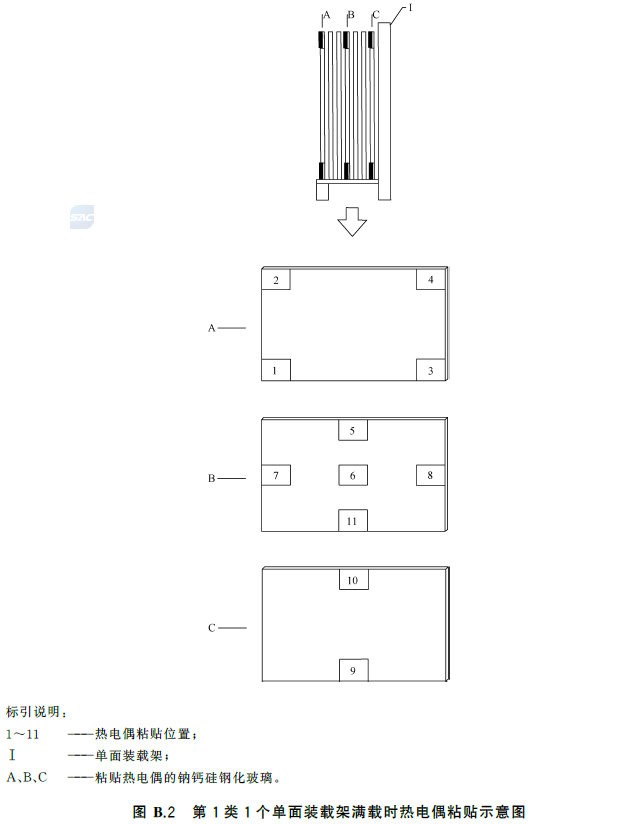
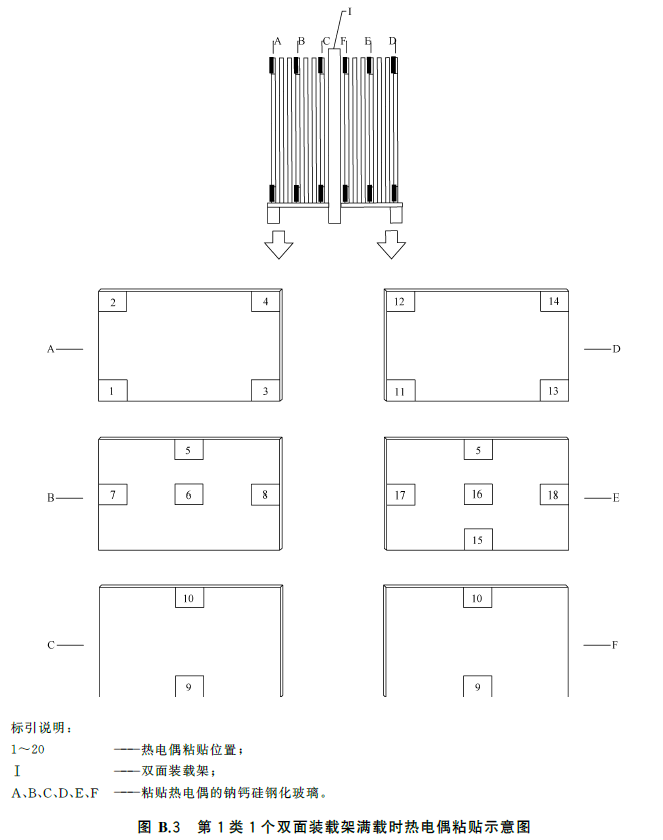
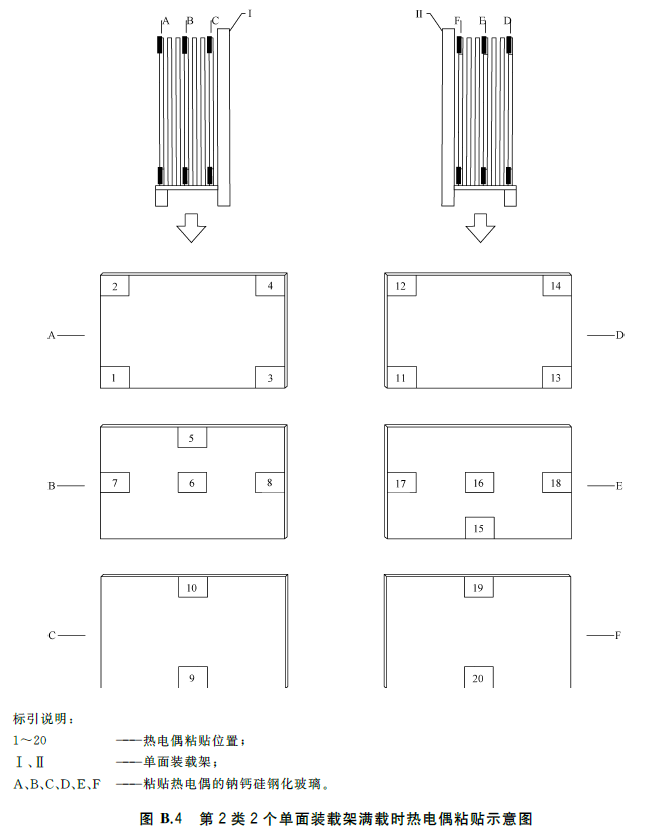
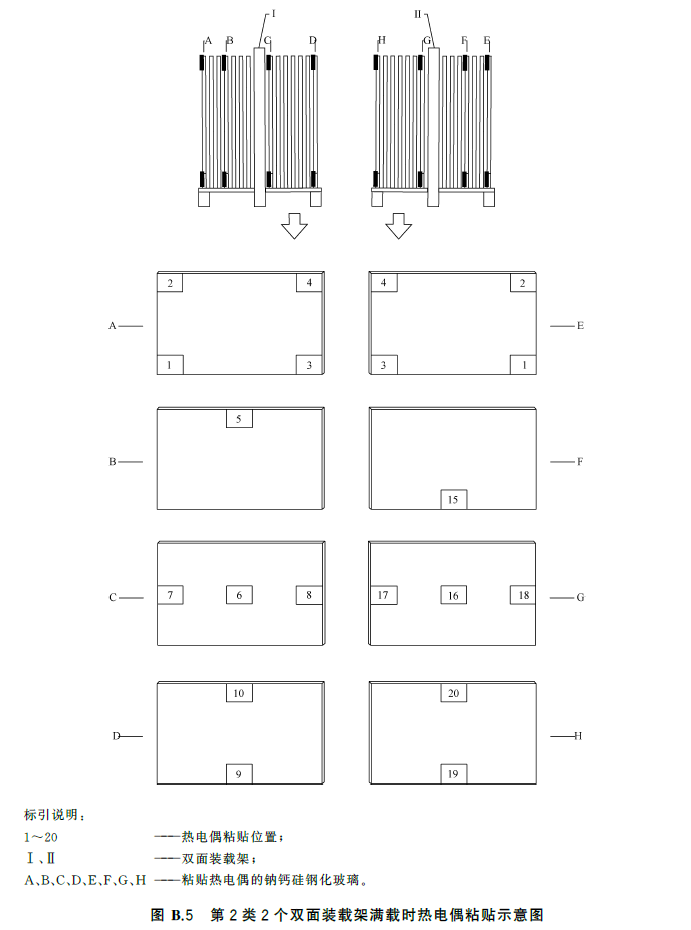
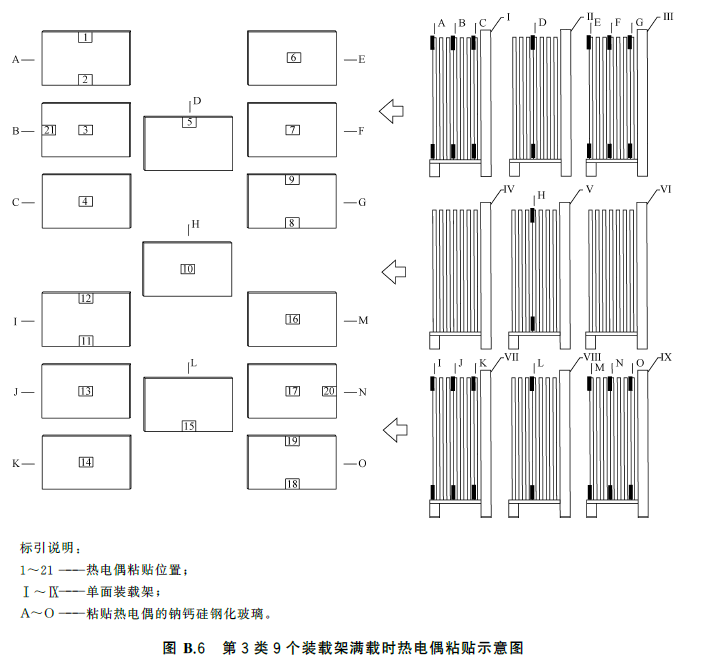
均质炉装载 1 个、2 个、6 个、8 个或 9 个装载架的类型、放置方式及热电偶的粘贴位置见图 B.2~ 图 B.6。
升温阶段的持续时间取决于均质炉的容量以及装载水平。满载装载量取决于玻璃的尺寸、厚度和均质炉的容积。
应确定玻璃的间隔距离及间隔体的类型、位置、材料以及形状。在校准过程使用的最小间隔应与均质生产过程中所采用的最小间隔相同。
一般情况下,最小间隔不应小于 20mm。
均质炉装载 1 个、2 个、6 个、8 个或 9 个装载架的类型、放置方式及热电偶的粘贴位置见图 B.2~ 图 B.6。
升温阶段的持续时间取决于均质炉的容量以及装载水平。满载装载量取决于玻璃的尺寸、厚度和均质炉的容积。
应确定玻璃的间隔距离及间隔体的类型、位置、材料以及形状。在校准过程使用的最小间隔应与均质生产过程中所采用的最小间隔相同。
一般情况下,最小间隔不应小于 20mm。
B.3 校准过程
B.3.1 均质炉炉内空气温度和玻璃表面温度的测量应在满载时进行。最大装载量应由玻璃制造商确定,但不应超过均质炉制造商规定的最大装载量。
B.3.2 根据均质炉的结构,炉中的空气温度由一个或多个控温件监控,这些控制元件位于排气口附近。玻璃表面温度通过热电偶进行测量,将热电偶与玻璃表面充分接触并粘贴在玻璃表面,其位置距离玻璃边部距离应大于 25mm,热电偶的数量和分布见图 B.2~ 图 B.6。
B.3.3 校准开始前应记录:
a) 玻璃间隔距离;
b) 间隔体的位置、材料以及形状;
c) 装载架的类型及布置。
B.3.4 校准开始时,炉内温度应低于 50 ℃。
B.3.5 在升温阶段时,最大升温速率不应超过 3 ℃/min 且玻璃任一部位的温度应低于 290 ℃,并记录以下参数:
a) 第一个热电偶达到 250℃的时间 t1;
b) 在 t₁时刻控温件的温度 Tc1;
c) 控温件在整个升温阶段过程中的最高温度 Tcmax;
d) 出现 Tcmax的时间 tcmax;
e) 最后一个热电偶达到 250℃的时间 t2;
f) 控温件的温度(任一时刻)Tc;
g) 用热电偶测量的玻璃表面的温度(在任一时刻)(见图 B.2~ 图 B.6)Tglass。
B.3.6 保温阶段从 t2开始并保持至少 2h,玻璃表面温度 Tglass应保持在 260℃±10℃的范围内。
B.3.7 降温阶段从 t2+2 h 开始,可在 Tc达到 70℃及以下时打开均质炉门。
B.4 结果表达
升温阶段和保温阶段的温度和时间参数符合图 B.1 中曲线的要求,则认为该均质炉校准合格。降温阶段的温度和时间参数随装载量不同而变化,校准时不做要求。
用于生产的均质处理过程及系统的试验参数应与校准时保持一致。
B.3.1 均质炉炉内空气温度和玻璃表面温度的测量应在满载时进行。最大装载量应由玻璃制造商确定,但不应超过均质炉制造商规定的最大装载量。
B.3.2 根据均质炉的结构,炉中的空气温度由一个或多个控温件监控,这些控制元件位于排气口附近。玻璃表面温度通过热电偶进行测量,将热电偶与玻璃表面充分接触并粘贴在玻璃表面,其位置距离玻璃边部距离应大于 25mm,热电偶的数量和分布见图 B.2~ 图 B.6。
B.3.3 校准开始前应记录:
a) 玻璃间隔距离;
b) 间隔体的位置、材料以及形状;
c) 装载架的类型及布置。
B.3.4 校准开始时,炉内温度应低于 50 ℃。
B.3.5 在升温阶段时,最大升温速率不应超过 3 ℃/min 且玻璃任一部位的温度应低于 290 ℃,并记录以下参数:
a) 第一个热电偶达到 250℃的时间 t1;
b) 在 t₁时刻控温件的温度 Tc1;
c) 控温件在整个升温阶段过程中的最高温度 Tcmax;
d) 出现 Tcmax的时间 tcmax;
e) 最后一个热电偶达到 250℃的时间 t2;
f) 控温件的温度(任一时刻)Tc;
g) 用热电偶测量的玻璃表面的温度(在任一时刻)(见图 B.2~ 图 B.6)Tglass。
B.3.6 保温阶段从 t2开始并保持至少 2h,玻璃表面温度 Tglass应保持在 260℃±10℃的范围内。
B.3.7 降温阶段从 t2+2 h 开始,可在 Tc达到 70℃及以下时打开均质炉门。
B.4 结果表达
升温阶段和保温阶段的温度和时间参数符合图 B.1 中曲线的要求,则认为该均质炉校准合格。降温阶段的温度和时间参数随装载量不同而变化,校准时不做要求。
用于生产的均质处理过程及系统的试验参数应与校准时保持一致。
条文说明
目录
返回
上节
下节
条文说明
- 上一节:附录A(规范性) 均质处理系统及工艺
- 下一节:没有了
