6 试验方法
6.1.1 边长、弧长及直边长度
用分度值为 1mm 的钢直尺或钢卷尺,分别测量矩形平型钢化玻璃的各个边,或弯型钢化玻璃的各个弧边和直边的长度。实测值与公称值之差即为偏差。
6.1.2 对角线差
用分度值为 1mm 的钢直尺或钢卷尺,测量矩形平型钢化玻璃的两条对角线的长度,并计算其差值的绝对值。
6.1.3 吻合度
用塞尺或分度值为 0.5mm 的钢直尺沿弯型钢化玻璃边缘,垂直于干玻璃表面测量玻璃与标准样件或模具之间的间隙。弯型钢化玻璃的吻合度为最大间隙测量值。
6.1.4 厚度偏差
用分度值为 0.01mm 的外径千分尺或同等精度的器具进行测量。对于矩形制品,在距玻璃板边 15mm 内的四边中点测量;对于其他形状的制品,测量点由供需双方商定。取测量值的算术平均值,平均值与公称厚度之差即为厚度偏差。数值修约到小数点后 2 位。
6.2 边部加工
目视检查钢化玻璃边部加工形状及质量。
6.3 圆孔
用分度值为 0.02mm 游标卡尺或同等精度的器具测量孔径,沿相互垂直方向各测量 1 次,分别计算两次测量值与孔径公称值的差值,差值绝对值最大的偏差值为孔径偏差。用分度值为 1mm 的钢直尺或钢卷尺测量圆孔位置、圆孔内径边缘到玻璃边缘及顶角的最短距离。
6.4 外观质量
按 GB11614 的规定对划伤及麻点进行检验。目视检查白雾斑、爆边、裂纹及缺角,用最小刻度为 0.5mm 的钢直尺进行测量。
6.5 平整度
6.5.1 测量工具为塞尺或最小刻度为 0.5mm 的钢直尺及符合 GB/T6091 中直线度公差为 0 级、长度为 300mm~400mm 的刀口尺。
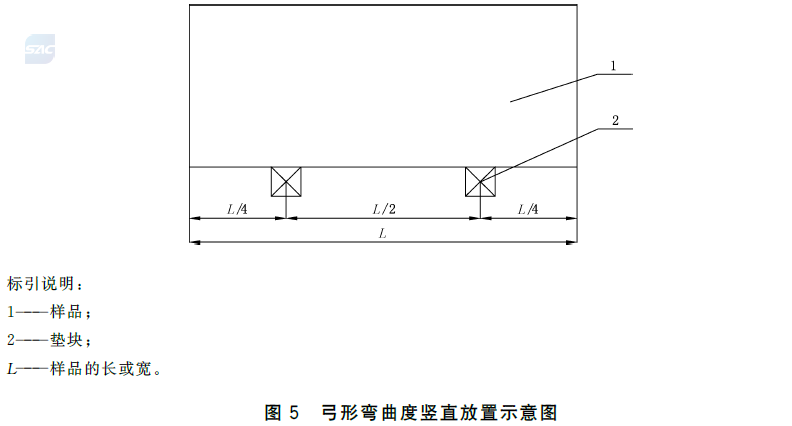
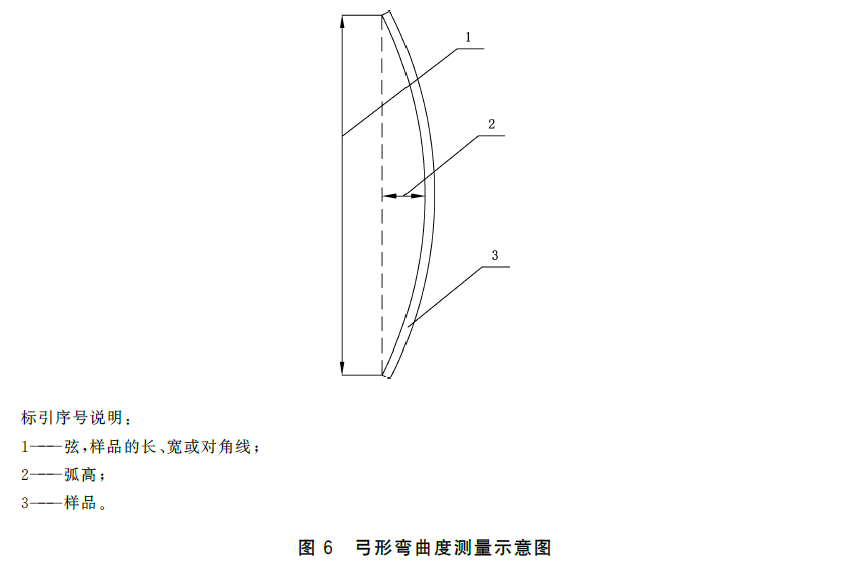
6.5.2 测量厚度不小于 4mm 的平型钢化玻璃弓形弯曲度时,样品竖直放置,在其长边下方的 1/4 处各垫上 1 块宽度不超过 100mm 的垫块。用金属线紧贴制品的四边及对角线方向,用塞尺或钢直尺测量金属线与玻璃之间的间隙,并以弧的高度与弦的长度之比的百分率来表示弓形弯曲度,数值修约到 0.01%。如图5、图6所示。
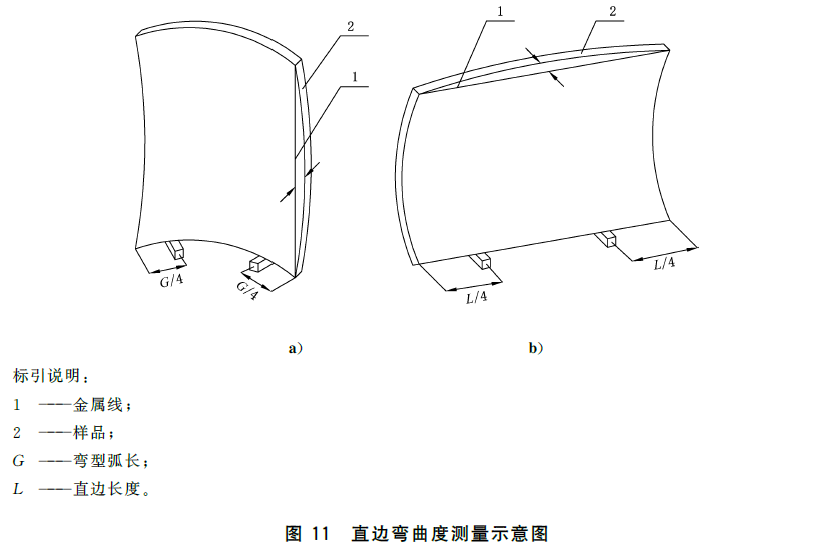
6.6.1 供需双方商定采用实际安装方式,或如图11所示的方式进行测量,在样品下边的 1/4 处各垫上 1 块宽度不超过 100mm 的垫块。可适当增加垫块以使被测样品放置平衡。
6.6.2 用金属线紧贴制品的直边,用塞尺或分度值为 0.5mm 的钢直尺测量直线与玻璃直边之间的最大间隙值,即为拱高。计算拱高与弦长之比的百分率,即测量边的直边弯曲度,数值修约到 0.01%。测量所有直边的直边弯曲度,取最大值为该样品的直边弯曲度。
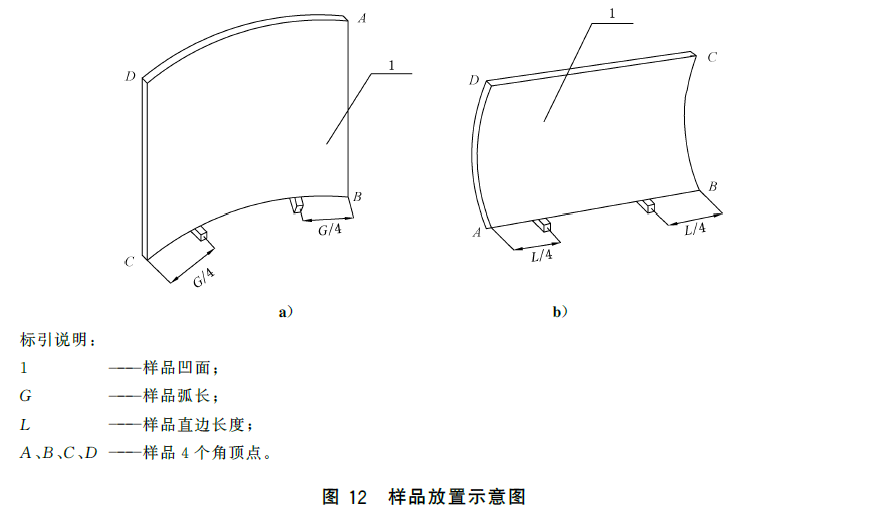
6.7.1 供需双方商定采用实际安装方式,或如图12所示的方式进行测量。在样品下边的 1/4 处各垫上 1 块宽度不超过 100mm 的垫块,可适当增加垫块以使被测样品放置平衡。
6.7.3 拉直细线,并交换两线上下位置,交换位置过程中若两线之间均无间隙,则扭曲值记为零。
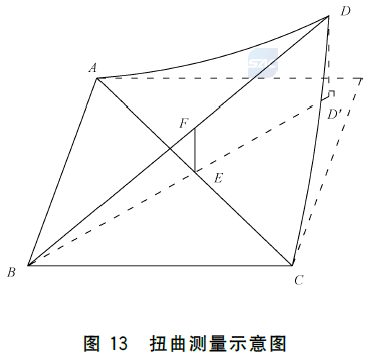
6.7.4 若交换位置过程中,两线之间出现间隙,如图13所示,测量 EF、BF 及 BD 的长度,其中:AB、C、D 分别为样品的 4 个顶角,AC 与 BD 为连接对角的两条线。E F 分别为 AC 和 BD 上的点,且 EF 同时垂直于 AC 及 BD,D' 为直线 BE 上一点且 DD' 垂直于 A、B、C 所在平面并交平面 ABC 于 D'。线段 DD' 的长度即为 D 点的扭曲值 (v) ,按公式(1)计算扭曲值 (v), 修约至 0.1 mm。

6.8 抗冲击性能
6.8.1 样品
样品为与制品同厚度同种类且同工艺条件下制造的尺寸为
 的平型试验片,也可采用制品。
的平型试验片,也可采用制品。6.8.2 试验设备
6.8.2.1 试验样品支架应符合附录 E 的规定。使冲击面保持水平。
6.8.2.2 冲击体为质量 1040g±10g、直径约 63.5mm 且表面光滑的钢球。
6.8.3 试验步骤
6.8.3.1 将样品放在试验样品支架上调整冲击体高度使球面的最低点距样品表面
 , 以自由落体方式落下。冲击点应在距附录 E 规定的框架中心 25mm 的范围内。对每块样品的冲击仅限 1 次,观察其是否破坏。
, 以自由落体方式落下。冲击点应在距附录 E 规定的框架中心 25mm 的范围内。对每块样品的冲击仅限 1 次,观察其是否破坏。6.9 碎片状态
6.9.1 样品
以制品或与制品同厚度、同种类且同工艺条件下制造的试验片为样品
6.9.2 试验设备
6.9.2.1 摄像、图纸或摄影等可客观记录或保存样品破碎状态的装置。
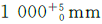
6.9.2.2 能画出内缘边长为
 计数框的器具,如图14所示。或可直接读出碎片数的碎片自动计数装置。对于碎片自动计数装置,应根据设备使用频度及设备状况定期与人工计数进行比对,当人工计数多于 50 片时,自动计数装置的计数与人工计数的偏差不应超过人工计数的 10%。
计数框的器具,如图14所示。或可直接读出碎片数的碎片自动计数装置。对于碎片自动计数装置,应根据设备使用频度及设备状况定期与人工计数进行比对,当人工计数多于 50 片时,自动计数装置的计数与人工计数的偏差不应超过人工计数的 10%。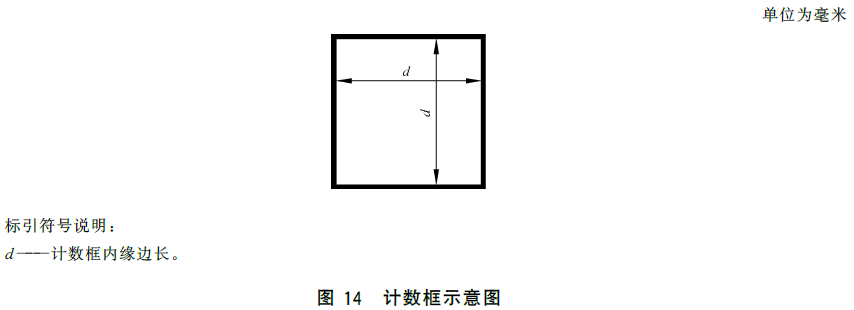
6.9.3 试验步骤
6.9.3.1 平型钢化玻璃的碎片状态试验
6.9.3.1.1 将钢化玻璃样品自由平放在试验台上,四周用框约束或用透明胶带包裹周边,不应用胶带粘于玻璃表面,以免阻碍预应力释放。
6.9.3.1.2 在样品的最长边中心线上距离周边 20mm 左右的位置,用尖锐的小锤或冲头进行冲击 (尖端曲率半径宜为 0.2mm±0.05mm), 使样品破碎。对于有直边的异形样品取最长直边中心部位,距直边 20mm 左右的位置作为冲击点;对于圆形样品或无直边的异形样品,取长轴方向的弧边中心部位,距弧边 20mm 左右的位置作为冲击点。
6.9.3.1.3 碎片计数时,除去距离冲击点半径 80mm 以及距玻璃边缘或钻孔边缘 25mm 范围内的部分选择碎片最大的部分在这部分数出计数框内的碎片数每个碎片内不应有贯穿的裂纹存在,横跨计数框边缘的碎片按 1/2 个碎片计算。采用自动计数装置且计数值不多于 50 片时,应重新进行人工计数,并以人工计数为准。
6.9.3.1.4 可在冲击后的样品上直接进行碎片计数,计数结束后立即采取碎片图案保留措施,全部过程应自冲击时刻起的 3min 后开始并且在自冲击时刻起的 5min 内结束;也可在保留的碎片图案上进行碎片计数,保留碎片图案的措施应自冲击时刻起的 3min 后开始并且在自冲击时刻起的 5min 内结束。
6.9.3.2 弯型钢化玻璃的碎片状态试验
6.9.3.2.1 在平型支撑台上,将钢化玻璃样品凹面朝上放在一个支撑板 (如胶合板或另一块检验样品) 上。支撑板下放置泡沫塑料或木质的支撑块,以使支撑板与弯型玻璃样品贴合,如图15所示。样品周边用透明胶带纸或其他方式包裹,不应用胶带粘于玻璃表面,以免阻碍预应力释放。
6.9.3.2.2 按 6.9.3.1.2~6.9.3.1.4 规定的方法进行试验。
6.10 霰弹袋冲击性能
6.10.1 样品
样品为与制品同厚度同种类且同工艺条件下制造的尺寸为 的平型试验片。
的平型试验片。
6.10.2 试验设备
试验装置应符合附录 F 的规定。
6.10.3 试验步骤
6.10.3.1 用挠性钢丝绳将冲击体竖直吊起并自然下垂,使冲击体横截面最大直径部分的外周距离样品表面不大于 13mm, 距离样品的中心在 50mm 以内。
6.10.3.2 提升冲击体,使冲击体最大直径的中心位置保持在 300mm 的下落高度。将初速度为零的冲击体释放,自由摆动落下,冲击样品中心点附近 1 次。若样品没有破坏,升高至 750mm, 在同一样品的中心点附近再冲击 1 次。
6.10.3.3 样品仍未破坏时,再升高至 1200mm 的高度,在同一块样品中心点附近冲击 1 次。在每次冲击试验前,应将冲击体提升至相应的高度并保持冲击体静止。在该冲击高度,冲击体的金属杆中心轴应与冲击体的悬挂绳索成一直线,且钢丝绳应呈绷紧状态。
6.10.3.4 下落高度为 300mm,750mm 或 1200mm 样品破坏时,在破坏后 5min 之内,选出 10 块最大无贯穿裂纹的玻璃碎片,称其质量,并测量保留在框架上最长的无贯穿裂纹的玻璃碎片的长度,压在框内部分的长度不计。
6.10.3.5 对于两个表面状态不同的钢化玻璃,应按照明示的冲击面进行冲击,如果未明示冲击面,每个表面各冲击 2 块。
6.10.3.6 观察并记录样品冲击后状态和冲击历程。对于两个表面状态不同的钢化玻璃样品,应记录每块样品的冲击面计算 65 cm² 面积样品的质量时钠钙硅玻璃密度取 2.5 g/cm³ 非钠钙硅玻璃的密度应从相关文献或技术手册中查得,也可采用相关方提供的数值,并记录数值来源。厚度取样品的公称厚度。
6.11 弯曲强度
按附录 G 进行试验。
6.12 表面应力
6.12.1 以制品为样品也可以与制品相同厚度同种类同工艺条件下制造的面积不小于 1.6m² 的试验片为样品。
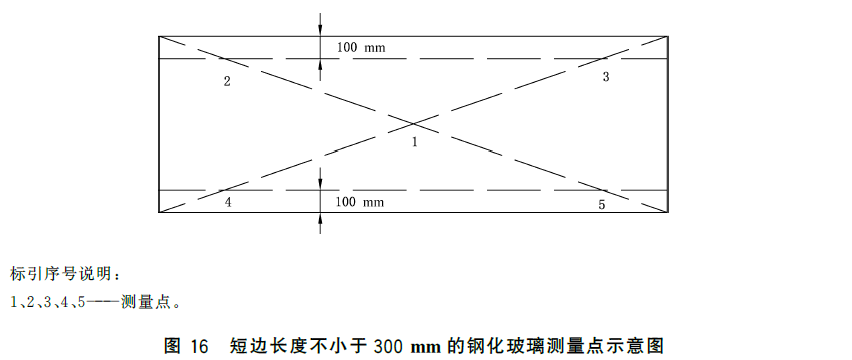
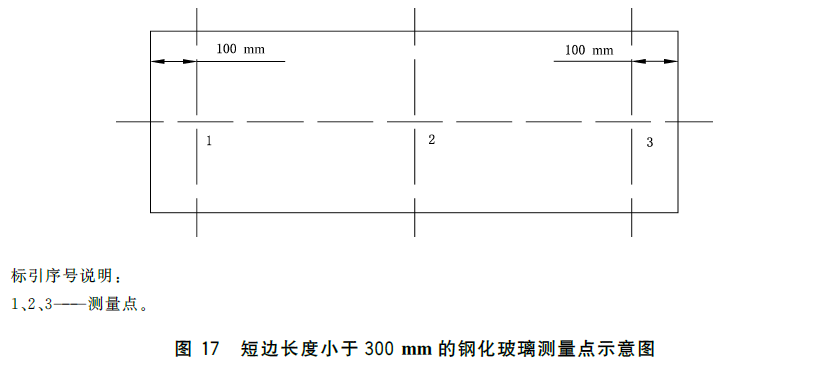
6.12.2 在距长边 100mm 的距离上,引平行于长边的 2 条平行线,并与对角线相交于 4 点,这 4 点以及制品的几何中心点即为测量点,如图16所示。若制品短边长度不足 300mm 时,则在距短边 100mm 的距离处引平行于短边的两条平行线与中心线相交于 2 点,这 2 点以及制品的几何中心点即为测量点,如图17所示。不规则形状的制品,其应力测量点由供需双方商定。
6.12.3 按 GB/T18144 规定的方法对每个测量点分别进行测量。样品表面应力值为全部测量值的算术平均值,修约至 0.1MPa。计算同一块钢化玻璃表面应力的最大测量值与最小测量值的差值的绝对值,硼硅玻璃的应力光学常量通常取 3.9×10-6MPa-1 也可根据硼硅玻璃生产企业或相关方提供的应力光学常量进行计算,并在报告中注明。
6.13 耐热冲击性能
样品为与制品相同厚度、同种类、同工艺条件下制造的尺寸为 300mm×300mm 的试验片。将样品置于 200 ℃±2 ℃的烘箱中,保温 4h 以上,取出后 10s 内将样品竖直浸入 0 ℃的冰水混合物中,至少浸没高度的 1/3。5min 后观察玻璃是否破坏。
